

|






 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
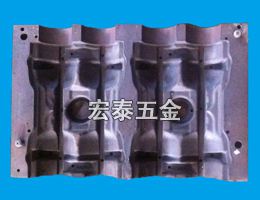
覆膜砂热芯盒模具又称负压实型铸造,覆膜砂模具是将泡沫塑料制成的模型埋入无粘结剂的干砂中造型,采用微震加负压紧实,在没有芯子乃至没有冒口的状况下浇入液态金属。产物执行规范和质量体系:可按铸造规范消费以及检验。
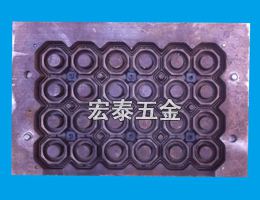
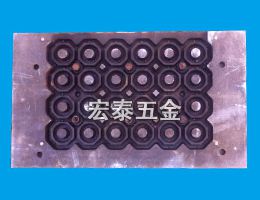
覆膜砂制芯是将热塑性固态酚醛树脂为粘结剂,乌洛托品为固化剂的芯砂,吹入加热的芯盒中保持 的结壳时间,待形成薄壳后,经摇摆多余的芯砂倾倒贮砂斗中,而形成中空的薄壳砂芯。所用的芯砂叫做覆膜砂,因此,把这种制芯方法称为覆膜砂制芯。
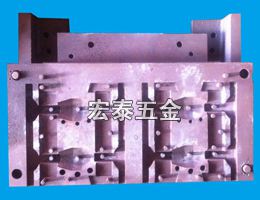
覆膜砂热芯盒模具铸造契合当今铸造技巧开展的总趋向,有着宽广的前景,它是替代保守的砂型铸造工艺的,与保守铸造技巧相比,还具有 的长处。模底板与砂箱之问采用一组定位销和一组定位套的定位装置。为了防止砂箱在造型或合箱时被卡死(即定位销和定位套不能合进去或不能分开),因而一端用圆形定位销和圆形定位套相配作为定位端,另一端则用扁定位销与扁定位套相配,起到宽度方向定位和长度方向导向的作用,所以常把扁销称为导向销,扁套称为导向套,导向销有时也用圆形的。普通机械造型机的上下模底板均安装定位销,而上下砂箱均装定位销。合箱时再借助于合箱销进行合箱。但自动化造型线则是下砂箱安装定位套,而上砂箱安装定位销,因此造型时,下模板安装定位销而上模扳安装定位套,有些造型线,每循环一周,砂箱要调一次头,所以上砂箱的两个定位销 用同一种扁销。当圆弧面与圆套相配合时起定位作用。当扁面与扁套相配时起定向作用。















































